|
|
|
3.3 木目金材料の新接合法の具体的提案実際の具体的な手法について説明しましょう。これは、長年の経験と、研究室での一連の研究によるものです(研究に従事した学生さんに感謝)。 ポイント1 (接合面への加圧法)熱膨張を利用したジグで積層金属ブロックを固定します。接合温度の上昇とともに、熱膨張に起因した応力が作用して積層金属ブロックを変形させます。接合温度の上昇と共に絶えず接合面に加圧力が作用し、接合界面での空隙等の欠陥を減少させることができます。
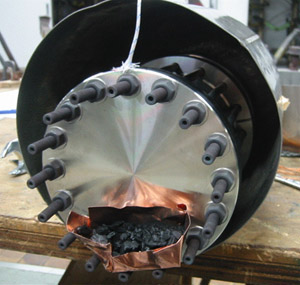
熱膨張を利用した加圧装置 ポイント2 (酸化防止策)金属容器内(密閉されていない)で、木炭ともに、積層接合体を固定した熱膨張接合ジグとも加熱します。容器に蓋をして加熱しますと、容器内の木炭が加熱され、容器内は還元雰囲気となります。接合面の酸化を防止できます。木炭は20グラムもあれば十分です。容器内は一酸化炭素で満ちています。上記の装置では、電気炉近傍での一酸化濃度は測定できないほどです。実験には換気に配慮お願いします。
ステンレス製容器内で木炭と治具をともに加熱 ポイント3 (電気炉で接合条件の設定)工業的に異種金属の拡散接合が施工されています。現代の異種金属の拡散接合の知見を利用します。異種金属の接合条件の選定の考え方から、接合時間、接合温度を電気炉で設定。従来のような、接合界面での液相の発生を確認する必要がありません。酸化が少ない条件では、銅と銀の接合は、600〜700℃で十分です。また、接合時間も電気炉の大きさにもよりますが、最大2時間で十分です。この加熱条件を電気炉にセットすればOKです。 |
   |
|