|
|
|
拡散接合の実用例1. 特徴と問題点拡散接合の特徴を要約すると,下記のようになります。
拡散接合では、接合時間、温度の制御で、接合面間の拡散量、つまり相互拡散量の制御が他の固相接合プロセスと比較して、容易です。しかし、接合面間に過大な拡散相が生成すると、異種金属接合部の特性が大きく劣化することになります。
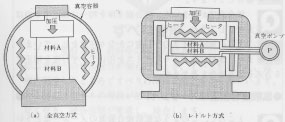
2. 拡散接合の種類拡散接合時の施工法の観点から、下記のように分類して考えると分かり易い。 2.1 インサート金属使用 -------接合面間に挿入する中間金属をインサート金属と呼ぶ。インサート金属の選定は、主に 接合面の密着の促進と接合面間の相互拡散抑制の目的で利用されることが多い。 接合面の密着の促進の観点からは、インサート金属を溶融する時がある。このときを液相拡散接合と呼び、インサート金属を溶融しない時を固相拡散接合と区別している。液相拡散接合プロセスは、母材の溶融過程、等温凝固過程、成分均一化過程からなる。 拡散接合の種類 ( (a)拡散接合、(b)固相拡散接合、(c)液相拡散接合) 2.2 加圧法 油圧や機械的方法で上下の2軸加圧する方法。接合体を容器内に封入してガスで等方的に加圧する方法(HIP)がある。 2.3 加熱法 傍熱加熱あるいは直接加熱。傍熱加熱では、接合体をモリブデンやカーボン等のヒータ加熱。昇温に時間がかかるが、接合体の均熱加熱性に優れる。直接加熱は、接合体に直接通電して接合体を加熱。急速加熱が可能で、通電波形制御で接合性の改善の期待も。 2.4 接合雰囲気 真空あるいは不活性ガス中で。真空中での施工が多い。接合時間が長い施工では拡散ポンプを使用。
拡散接合装置 ((a) 全真空方式、(b)レトルト方式 ) 3. 実用例 拡散接合の実用例についての情報の収集は、非常に困難となっています。
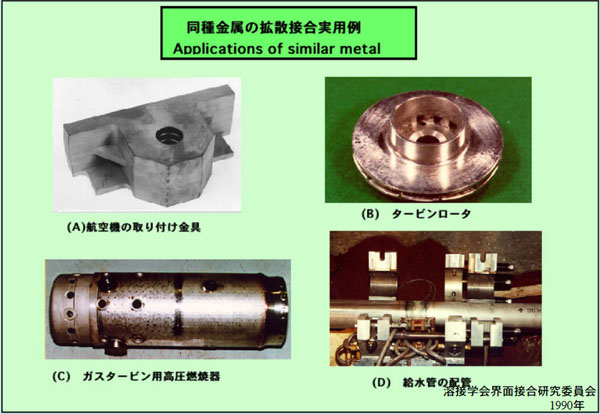
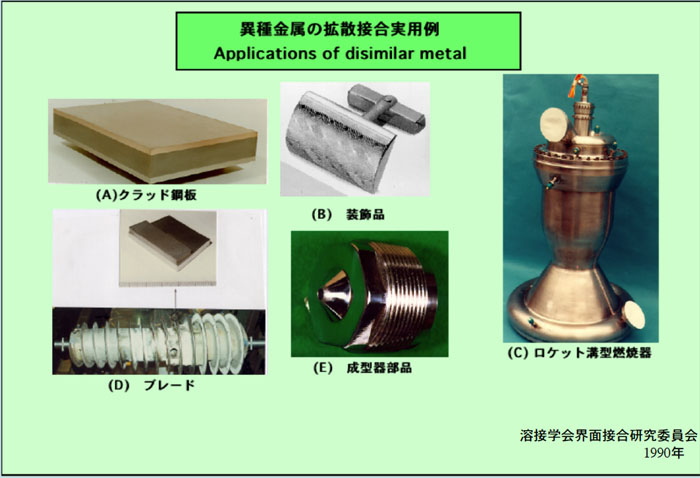
1990年代、COCOM問題が新聞紙上を賑わした後、「自由主義諸国が対共産圏へのハイテク製品の輸出規制」に関連して、ハイテク技術である拡散接合法で生産された製品の概要を公表できなくなったことにあります。また、昨今の技術競争が激しくなりますと、製品の製造法を明らかにできなくなったこともあります。 3.1 溶接学会界面接合研究委員会がまとめた実用例 ○同種金属の拡散接合の実用例 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
方 法 |
製 品 |
企 業 名 |
| 焼結との併用 | ハイブリッド用モーター | ホンダ |
| 焼結拡散接合 | 日立粉末冶金 | |
| 焼結カムシャフト | 日本ピストンリング | |
| 圧延法 | ディスクブレーキローター | シマノ |
| 感音天ぷら鍋 | Panasonic | |
| ファインクラッド材 | 東洋鋼鈑 | |
| 積層中空部品 | 新日鐵住金 | |
| 各種熱交換機 | WELCON | |
| ハイサイクル金型 | ヤマテック | |
| マイクロチャンネル熱交換機 | MCX研究所 | |
| フォトエッチング材の積層 | アロン社 | |
| フォトエッチング材の積層 | アイ・シイ・エス | |
| フォトエッチング材の積層 | オーイーエム | |
| フォトエッチング材の積層 | 平井精密 | |
| 石英積層接合品 | テクノクオーツ | |
| 加速管の組み立て製造 | 高エネ研 | |
| 金型組み立て | 諏訪熱工業 | |
| 金型組み立て | 積層金型 | |
| マイクロ熱交換器 | 東北特殊金属 | |
| コンパクト拡散接合熱交換器 | 神戸製鋼所 | |
| ベイパーチャンバー | DNP | |
| ベイパーチャンバー | フジクラ | |
| ベイパーチャンバー | 村田製作所 | |
| ベイパーチャンバー | 東芝ホームテクノ | |
| 各種形状品 | 推力可変噴射機(論文) | 三菱重工業 |
| 各種部品の製造 | 金属技研 | |
| 異種金属 | 戸畑製作所 | |
| 超硬材料の長尺化 | 日本タングステン | |