|
|
|
2.3 工業設備での木目金 三菱金属(三菱マテリアルの前身)が1978年に、色の異なる金合金板を積層して、ダイヤゴールド(現在は製造中止)と称した、各種アクセラリーを販売しました。接合法については、溶接学会界面接合研究委員会(資料番号:IJ-15-87、1987年)で、講演題目「特殊金属材料と界面接合——金合金複合材料への応用——」で報告されています。本報告では、接合部の接合強さは、母材の強さの約90%程度で、強固に接合しています。 下記は、ダイヤゴールド(販売パンフレットから)の写真。
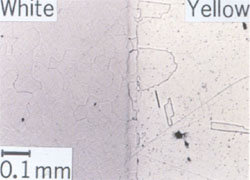
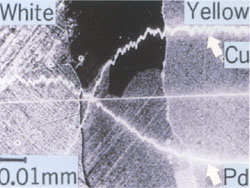
ダイヤゴールド(三菱金属) 接合部を中央部で切断して、その断面を光学的顕微鏡で観察した結果、「空洞などの欠陥がない」こと。また接合部の元素の拡散状態の観察から、「異種金合金間で相互拡散が発生して接合している」ことを述べています。 |
|
|
|