|
|
|
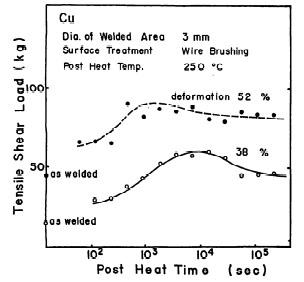
2.6 接合面積の促進法は?拡散接合での接合面積の増加策について考えてみましょう。接触(接合)面積が増加する過程については、「3.3 接合面をどこまで細かくするの」でも説明しておりますが、(1)塑性変形、(2)クリープ変形、(3)拡散現象に起因した現象が、併行して進行します。接合面積は、「圧力」と「拡散」現象に起因しますから、これらの観点から、促進策を考えてみます。 1. 塑性変形の促進 ◎インサート金属の適用 2. 拡散の促進 2.1 加工材 常温圧接部を熱処理した際の、温度の接合強さへの影響を下図の示しております。圧接部の接合強さの向上は、接合界面での原子が熱的に活性化され、境界原子の移動と再配列が促進されて接合の完全化に起因します。また、同時に再結晶による接合部の軟化現象も進行するので、継手強さの低下を招くようになります。接合部に大きな変形(52%)を与えた接合部では、大きな歪みが蓄積されていますから、その解放で接合界面の原子配列が促進されたと考えられます。
圧接変形度の異なる常温圧接部の熱処理の影響
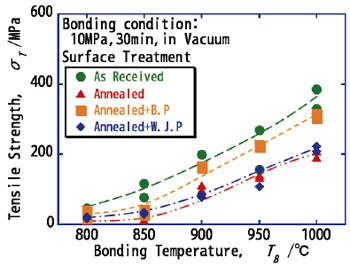
表目層の加工度の異なるステンレス鋼の継手性能 2.2 結晶粒の微細化 原子の拡散のし易さは、拡散係数で表されます。原子の拡散は金属内の原子空孔を仲介して発生します。原子配列の乱れが多いところでは拡散が容易です。粒内よりも、粒界そして表面の方が拡散し易くなります。結晶粒サイズがnmオーダーとなりますと、体積に占める粒界の割合が高くなり、拡散係数が非常に大きくなります。これをうまく利用している接合法が最近報告されています。ウエハー上に微結晶の薄膜をコーティングすると、常温で接合できるようになります。 2.3接合粗さの低下 先に述べた結晶粒の微細化は、「拡散係数を大きく」しての促進です。拡散による接合界面の空隙の形状を小さくすれば、拡散が促進されます。つまり、形状の制御による方法です。表面粗さを0.5μm程度にしますと、界面に形成される空隙の曲率が小さくなり拡散が加速されます。表面粗さは、「山と谷の距離」に着目した値ですが、「山と山の距離」も粗さ程度に小さくするのも有効です。
戻る |
   |
|