3.3 接合面粗さをどの程度細かくするの?
粉末を焼結する際、粉末の粒子径が細かい程、焼結が促進され密度が向上します。接合面の粗さを小さくしますと、拡散接合部の接合面積の増加が促進されます。「どのくらい接合面を細かくする」と良いのでしょうか。
接合面には凹凸があります。このような面を接触させて加圧・加熱しますと、その凹凸の(1)塑性変形、(2)クリープ変形、そして(3)拡散現象等の機構が併行して進行し、接触した面積が温度、時間、圧力とともに増加します。このように接触した面積を数値計算できます。多くの材料では、接触面間の酸化皮膜が接合中に消失することから、接触箇所が接合箇所に変わります。この先は分かり易くするため、接合面積(=接触面積)と表現しましょう。
拡散接合時の接合面積は、(1)加圧力による塑性変形に起因する面積(Sp)、(2)高クリープと低温クリープに起因する面積(Sc)、(3)原子の拡散に起因する面積(Sd)の和で計算できます。計算には材料の物性値が必要なことから、これらデータが整っている銅、銀、ニッケル等の材料に限定されています。無酸素銅を用いて、各種の粗さの接合面を作製し、これらの面を接触させて、5.8MPa, 20minで接合し、計算での実際の接合面積割合と接合温度との関係を図示してみました。(A)の50μm、(B)の5μmはともに旋盤加工、(C)の0.5μmは研磨紙仕上げ、(D)はバフ仕上げの結果です。全体の接合面積(S)はSp+Sc+Sdの和で示し、接合面積への各機構の寄与を分かり易く示しています。これは数値計算の結果ですが、実際の接合部の破断部の観察から測定した接合面積割合とも、非常に良い一致が見られます。
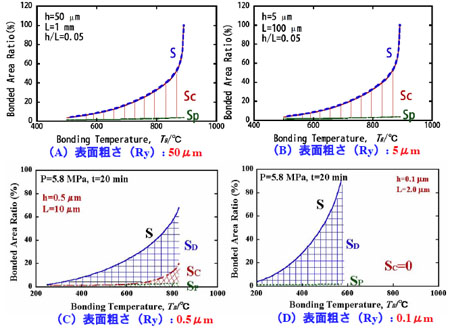
各種表面粗さの接合面を接合した際の、接合面積割合と接合温度との関係
(数値計算結果ですが、実験値ともよく一致)
(A)と(B)の旋盤加工材では、接合面積はクリープ変形に起因する機構でほとんど決定されています。研磨紙仕上げした(C)では、拡散に起因した面積の増加が多くなり、800℃ちょっとで全面接合するようになります。バフ研磨材では、接合面積の増加は原子の拡散機構に依存し、600℃以下で全面接合が得られます。
表面粗さが0.5μm程度になりますと、拡散接合部での接合面積の増加過程に原子の拡散が寄与し、接合温度が大きく低下します。接合面の粗さが1μmより小さくなりますと、接合面が鏡のようになります。
このような面を接合しますと、接合が容易となります。(2010.12.4)
