3.2 表面処理して接合するまでの時間の影響は?
機械加工した瞬間は、切削面は清浄面が露出しているはずです。しかし、減圧雰囲気中でも、その切削面上に雰囲気ガスの酸素や窒素ガスの吸着層が形成されます。ガス分子の運動から、切削(接合)面に衝突ガス数を計算して、1単原子層のガスが吸着する時間は(衝突した原子が全て吸着すると仮定)、
雰囲気圧(Torr)x 吸着時間(s)= 10-6
で表現されています。つまり10-6Torrの雰囲気中では1sで、単原子層のガスで吸着されます。760Torrの大気中では、一瞬にして接合を阻害する酸素の吸着層が形成されます。ですから、表面処理後の保持時間が問題となるのは、減圧雰囲気中でのイオン衝撃した際、清浄面を密着させるまでの接合作業時です。
大気中での作業では、酸化皮膜は時間とともに増加しますが、この保持時間は、1分であろうが6時間であろうが、接合性にはあまり関係しません。
下図は、S10C炭素鋼を切削油使用せず加工した面を、その日の内に800、900,1000,1200℃で接合し、その継手の引張試験後の破断形態を示しております。接合条件は、接合部の接合断面積の増加割合が35%、接合時間が5minです。引張強さは母材並ですが、接合部もよく絞れて破断しています。同じ加工法で加工し、その加工材を1年保管した後、同じように接合した継手破断部の外観写真です。いずれも、接合部は絞れていません。1年間の放置で、接合面が酸素で汚染され、酸化皮膜が厚くなり、接合部での欠陥量が増加したためと考えられます。
アルミニウム合金の接合でも、1年間放置した材料の機械的特性のバラツキが大きくなっています。
現在、接合面の酸化皮膜などの表面の汚染状況を測定する工業的な測定装置はありません。従って、接合面の表面加工法、その後の脱脂などの洗浄化法、接合までの保持時間を管理して接合する必要があります。 (2010.12.3)
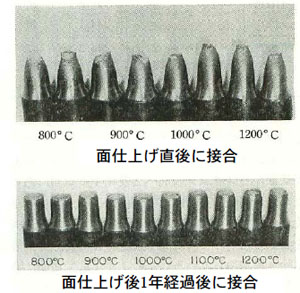
継手の引張試験後の外観写真
