3.13 接合部への通電波形は接合を促進するか
1.通電接合法の種類
接合体へ直接通電して接合する溶接・接合法はいろいろ実用化されております。接合する材料に大電流を流して、発生する「ジュール熱」で接合部を加熱して溶接する方法を、1897年トムソン(MIT)が発明しました。本方法は抵抗溶接と呼ばれております。現在、抵抗溶接機には、板を重ねて溶接する「重ね抵抗溶接機」(スポット溶接機、プロジェクチョン溶接機、シーム溶接機)と、「突き合せ抵抗溶接機」(アプセット溶接機、フラッシュ溶接機、バットシーム溶接機)とに大別されています。
拡散接合では、被接合部を加熱するため、ヒーター加熱(カーボンヒーター等の輻射による傍熱加熱)、あるいは直接接合体へ通電加熱(ジュール発熱による直接加熱)する方法が利用されています。生産性にポイントを置き、接合部の変形を重視しない時には、通電加熱による接合が施行されています。
最近、パルス状電流を接合部に通電して、接合する方法が報告されています。パルス通電接合、SPS(Spark Plasma Sintering)接合、放電プラズマ接合法とも呼ばれております。この接合は、各種の粉末の焼結用に開発された焼結装置を接合に適用して検討されています。
パルス通電接合は、抵抗溶接と比較して電流密度が低いので、昇温速度も遅く、1工程に時間を要します。その結果として、接合部が酸化しないように、制御された雰囲気中で接合され、抵抗溶接よりも接合部の変形が少ない特徴があります。
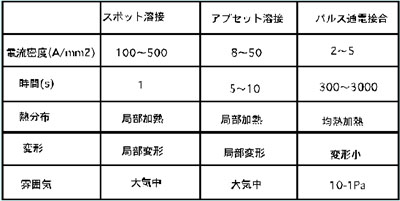
各種通電接合法の比較
2. 通電電源波形の影響
初期の抵抗溶接装置では交流が使用されました。しかし、電源のインバータ化で周波数が高くなりますと溶接トランスの軽量化、また三相平衡負荷で電源への負荷の低減につながり、発展して来ました。また、接合部の制御性と加熱の効率性の観点から、電源の直流化が図られてきました。
パルス通電接合では、接合部に放電を発生させ接合面を清浄化するとの事で、パルス通電接合に期待が集まりました。しかし、パルス通電での放電の発生は、接合圧力が低い時に発生するものの、その発生は非常にすくなく接合面の清浄化を期待できません。パルス通電接合での接合部での加熱機構は抵抗溶接と全く差がありません。パルス通電は通電を停止する時間があることから、発熱の観点からは直流1パルスの方が、つまり直流加熱が効率的です。現在のパルス通電で、パルス状の波形の電流を通電して金属を接合する際、その促進効果は見られません。接合部の特性は接合部の加熱温度に依存します。ですから、発熱の観点からは直流1パルスの方が理想的です。
パルス通電に類似した溶接法として、フラッシュ溶接があります。フラッシュ溶接は、次のように定義されています。溶接継手の端面を軽く接触させた状態で溶接電流を通電させ、接触部が火花になって溶融飛散した後、接触面(溶接面)が十分加熱された状態で強い加圧力を与えて接合する突合せ抵抗溶接です。接合面の清浄化の観点から、フラッシュを積極的に発生させる条件が選定された時代がありました。フラッシュを積極的に発生させますと、加熱に要したエネルギーが接合部から飛散します。現在は、飛散するフラッシュの発生を極力抑え、接合界面の温度を如何に高温度に加熱するかにポイントを置いた施行条件が選定されています。接合部の品質は、接合部の最高加熱温度に関係するとの観点から、効率的に接合界面を加熱する施行条件が選定されています。
