3.11 接合温度はどこまで下げられますか。
1.接合の原理から
固相接合部は「清浄な面の密着」で形成されます。接合面には微小の凹凸があるため、接合面を接触させますと接合界面には無数の空隙が残ります。この空隙を金属原子で満たしてその面積を増加させるには、「拡散」あるいは「すべり変形」による方法があります。金属を溶融しない固相接合では、これ以外の方法はありません。
ですから、接合温度を下げるには、「拡散」現象よりも「すべり変形」を積極的に利用することを考えなければなりません。
2.接合温度と変形の関係
実際、接合部を形成するための「接合時の変形と接合温度の関係」はどのようになっているのでしょうか。
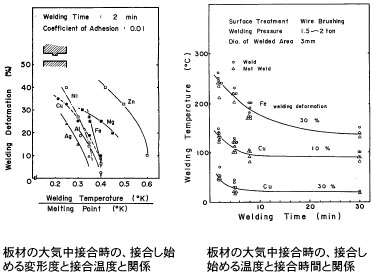
いま、二枚の板材を重ね合わせ、例えば300℃で接合します。接合圧力が大きくなりますと、接合部が変形します。この変形度(接合の板厚の変化量から算出した値)が大きくなるほど、接合強さが増加します。いま、接合開始(接合強さ/接合荷重=0.01)での変形度を求めます。接合温度を変化させて実験し、変形度と接合温度との関係を求めます。左図には、各種金属で比較した結果を示しています。なお、本実験は大気中で加熱前から所定の接合荷重を加えています。接合のために大きな加圧力を加えていることもあって、接合部の破断部には酸化の様子はありません。接合温度の上昇とともに接合に必要な変形が少なくなります。すべり系の少ない亜鉛、マグネシウムは、他の金属と比較して接合に大きな変形と温度が必要です。
面心、体心立方晶金属では、いずれも接合温度/融点の比が0.4程度で接合し始めます。その接合開始温度が、接合部の変形の増加とともに低下します。この線は接合開始を示しますから、接合強さを大きくするにはさらに高い温度、高い変形度が必要です。
これよりも低い接合温度、少ない変形度で接合するには、接合界面の空隙量を少なくするため、表面粗さを小さくする必要があります。また、接合界面での塑性変形で、酸化皮膜が破壊され、接合していますから、接合面を清浄化することで、より低い変形・温度での接合が可能となります。
右図は、接合時間の影響を示しています。接合開始の温度が時間とともに低下します。この低下は、接合界面での空隙を拡散現象で減少させたというより、界面での原子の再配列、接合に伴う残留応力の解放等で接合が進行します。その結果、低い接合温度で接合ができるようになります。
3.接合温度の低下には変形が効果的
上記の結果は、接合面をステンレス製のワイヤブラシ処理した面粗さ(Ry)が2〜3μmの試料を大気中で接合した結果です。通常の拡散接合時の加圧力は高くても20MPaですから、上記の結果(加圧力が2000MPa程度)は100倍程度大きな加圧力の結果です。このように大きな圧力下では接合面が塑性変形し、接合面への大気の侵入を押さえ、接合面を密着することにもなります。拡散接合では、「すべり変形」ではなく、「拡散現象」のみで接合面の密着化を図りますから、高温でそして接合面の酸化を抑制するため、真空装置が必要となります。
