|
|
|
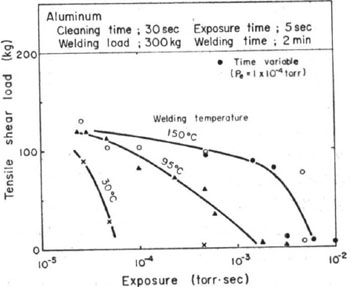
2.5 どんな清浄化方法があるの?拡散接合では、接合面の酸化皮膜が消失すると接合現象が現れます。2.4でお話しましたように、真空中での加熱で接合面の酸化皮膜は消失し、清浄化できます。この清浄化現象が現れる加熱温度が高いことから、接合プロセスの施行温度を下げる目的で、各種の清浄化法が検討されてきました。接合温度を下げるための、清浄な接合面(接合面の接触前の清浄化法)を作る方法には、下記があります。1. 劈開法 劈開とは、「特定の結晶面で原子間の結合力が弱く、剥離する現象」をいいます。例えば、鉱物の雲母はある特定方向で剥離しやすいのはご存知でしょう。清浄な表面の接合現象を検討するため、岩塩の単結晶を用いて研究されたこともありました。金属には延性があり、劈開破壊を発生しません。本方法を金属の接合へ適用するのは困難です。 2. 機械的方法 板を圧延接合する際、その直前で接合面を工具で表面層を取り除いて圧延する方法があります。接合面のワイヤブラシ処理も効果があります。これらの効果を十分に発揮させるには、新生面が露出した後、その「新生面の大気による再汚染」を抑制する必要があります。高真空中で接合面をワイヤブラシ処理し、連続的に接合すると、接合面の再汚染が抑制されます。大気中でのワイヤブラシ処理接合よりも、各段に接合性が向上します。接合面が再汚染されないようなプロセスが重要です。下図は表面処理後の露出量(雰囲気圧力と時間との積)の減少とともに接合性が向上しております。また、酸素との結合力の大きな材料ほど敏感です。
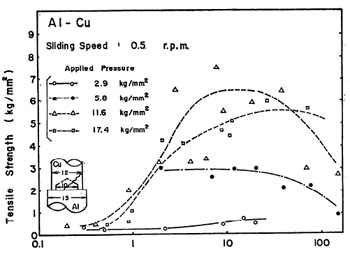
表面処理後の露出時間(雰囲気圧力と時間の積)の接合強さへの影響 3. 相対すべり 接合面を接触させて移動させますと、接合面での酸化皮膜が破壊されます。実用化されている接合法には、超音波接合、摩擦圧接等があります。これらの接合法では、接合面間の酸化皮膜を破壊すると同時に、接合面が局所的に加熱され、清浄な面の密着が図られています。接合部を完全化するには、接合施行条件を制御して、接合面間での清浄化と密着化を達成しています。また、拡散接合に相対すべりを適用して、接合面の清浄化を目的とする方法では、下記のような論文で、その効果が確認されています。「超高真空中および高純度Arガス中の常温固相接合」、「界面摺動によるアルミニウムの固相溶接」 では、接合面での酸化皮膜を破壊するには、「どのような圧力下」で、「どの程度の距離」を滑らせると、酸化皮膜が破壊されて接合現象が発現するのでしょうか。アルミの丸棒と銅のパイプを接触させて、各種の加圧力下でのすべり距離と接合強さとの関係を示しています。2.9kg/mm2での加圧力では、すべり距離が増加しても、接合強さはほとんど変化しません。しかし、5.6kg/mm2に増加しますと、すべり距離が2mmで接合強さがかなり大きくなっています。この結果は、接合界面の酸化皮膜の破壊には、「加圧力とすべり距離の選定が重要」であることを示しています。
各種加圧力でのすべり距離の接合強さへの影響 4. イオン衝撃法
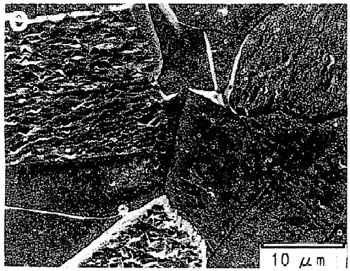
平坦な銅のイオン衝撃(3kV,2h)面の走査型電子顕微鏡写真
戻る |
   |
|