|
|
|
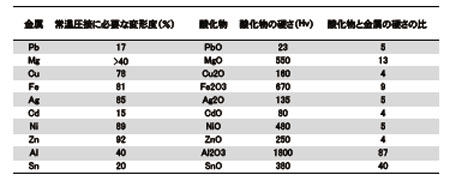
2.3 アルミはなぜ接合し難いのですか? 接合部へ大きな塑性変形を与えて接合する方法、例えば常温圧接では、常温でアルミニウムの接合部を作ることができます.また、接合界面にすべり(相対変位)を与える超音波接合では、簡単にアルミニウムの継手を作ることができます.しかし、単純に加圧・加熱する拡散接合では、アルミニウムの継手を600℃に加熱しても接合が困難です.これは、接合面上のアルミニウムの酸化物の性質に関係します. 各種金属の接合変形度と酸化物の硬さ
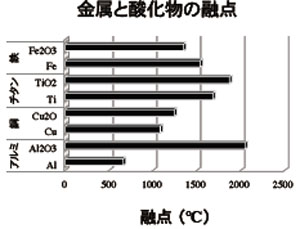
アルミニウムの酸化皮膜は変形で破壊しやすいのですが、接合面間で変形を与えない拡散接合では、酸化皮膜は破壊しません.拡散接合では、材料内に閉じ込められた酸化皮膜の安定性に関係します.酸化皮膜の安定性に関連する因子として、「酸化皮膜の融点」と「材料への酸素固溶度」があります.金属の融点とその酸化物の融点を下図に示します. 上述した「接合界面でのアルミナの挙動」は、接合材料が純アルミニウムに限定されます.合金元素としてマグネシウムが約1%含有しますと、接合界面の様相が全くかわります.このマグネシウムが接合界面のアルミナを還元して、接合現象が進み、鉄鋼材料と類似な接合現象で接合します.
戻る |
   |
|