|
|
|
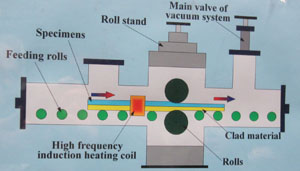
九州工業大学・西尾研・真空圧延接合装置を見学(2011.1.19)真空圧延接合装置は、西尾一政先生の発案による装置です。接合する板材料の片方の端をリベットで固定し、装置内に取り付けます。油拡散ポンプで排気した低雰囲気圧力中で、その接合材を高周波誘導加熱して所定温度に到達後、圧延ロール間で加圧して接合します。リベットで固定した側から圧延を始めると、軟らかい金属が選択的に伸びます。その結果、重ねた板面間で相対すべりが発生し、接合面間での酸化皮膜が破壊され、清浄な金属面が露出します。低雰囲気圧力中での作業なので、清浄面が再汚染されることなく、密着し接合します。接合温度が高い方が、接合面間での相対すべりが発生しやすいことから、接合強さも向上します。本件についての詳細は、論文「真空圧延接合装置の試作とクラッド材の製造空圧延接合装置の試作とクラッド材の製造」で見ることができます。
真空圧延装置の概略図
外観写真 本法での接合例として、アルミと鉄鋼、銅と鉄鋼、アルミと銅など。いずれの接合部も、剪断試験では軟らかい材料側での破断となります。また、接合部の変形は、1050アルミと304ステンレス鋼との接合時では、アルミのみの変形で、わずか5%で接合できるようです。2枚の合わせ板の他、アルミと鉄鋼、銅などの3層構造、あるいは5層構造の積層接合も可能です。
5層積層制震歯車
参考までに、クラッド材料の接合例には、この他下記の例を見ることができます。(1)加熱して大気中で圧延して製造した、アルミとステンレス鋼のクラッド製造例、(2)特に加熱しないで圧延接合する例は国内と、アメリカでみられます。また(3)減圧雰囲気中でのアルゴンイオン衝撃後、圧延して各種の積層金属箔などが製造されています。
戻る |
|
|
|