1.1 JIS規格に見る拡散接合の定義
日本では、拡散接合に関する研究が1960年代に始まり、1970年代活発になりました。拡散接合による工業製品の生産も活発になったことから、1988年にJISで溶接用語「拡散接合」が定義されました。その後5年ごとに見直しが行われてきました。
「拡散接合」は「鍛接」、「圧接」と接合手法・手段が同じですが、「拡散接合」では、接合プロセスによる接合体の「変形」を少なくすることを意識した接合法と言えます。
拡散接合は、固相状態で「接合界面の空隙」と「接合面の酸化皮膜」の両欠陥を、原子の拡散現象を利用して、接合部を一体化する方法です。接合面の酸化を避けるため、制御された接合雰囲気内で加熱・加圧して接合します。
拡散接合の定義の変遷 (JIS Z3001-1:2018 溶接用語-第2部:溶接方法
| 年 |
JIS での 定義 |
| 1988年 |
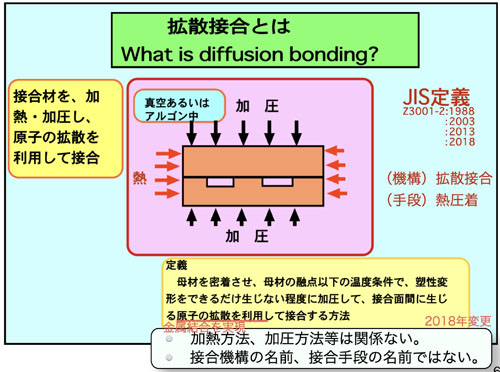
母材を密着させ、母材の融点以下の温度条件で、塑性変形をできるだけ生じない程度に加圧して、接合面に生じる原子の拡散を利用して接合する方法。拡散溶接ともいう。 |
| 2013年 |
最後の文章「拡散溶接ともいう」は削除。 |
| 2018年 |
下記のイタリック箇所が変更箇所です。
部材を密着させ,母材の融点以下の温度条件で,塑性変形をできるだけ生じない程度に加圧して,接合面間に金属結合を実現して接合する方法。 注記 固相拡散接合と液相拡散接合とに大別される。 |
- 固相拡散接合(JIS定義):部材を密着させ,その母材の融点以下の温度条件で加熱・加圧し,塑性流動又はクリープ変形を利用して,接合界面部に出現する清浄な母材表面同士の接触を促進させて金属結合を達成させる拡散接合。
- 液相拡散接合定義(JIS定義):部材を密着させ,その母材の融点以下の温度条件で加熱・
加圧し,塑性流動又はクリープ変形を利用して,接合界面部に出現する清浄な母材表面同士の接触を促進させて金属結合を達成させる拡散接合。
拡散接合は接合するための「機構」の観点からの名称です。接合するための「手段」の観点からの名称は、「熱圧着」と呼びます。従って、同じ接合プロセスが「拡散接合」、あるいは「熱圧着」とも呼ばれています。下記が「熱圧着」のJIS定義です。
- 「熱圧着」(JIS Z3001-1:2018 溶接用語-第1部:一般): 複数の母材を融点以下の適切な温度で圧力を加え密着させて,塑性変形を起こさせ,双方の清浄面の接触によって接合する方法。
