|
|
|
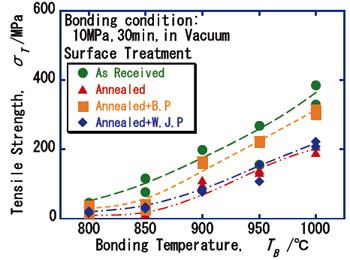
3.12 接合材の加工度の影響は?接合材の加工度の影響は、チタン合金では特に要注意です。例えば、Ti-6Al-4V合金の拡散接合では、拡散接合温度で変態超塑性現象が発生します。大きな変形を与えた結晶粒の小さなチタン合金では、拡散接合中に超塑性現象が発生し、接合部が大きく変形します。その結果、接合部での密着が促進されます。結晶粒度が異なりますと、最適な拡散接合条件も大きく変化しますから、安定した接合部を得るには、加工度の管理が必要です。 ステンレス鋼の金属箔を積層して接合する場合も、チタン合金ほどではないですが、加工度の大きい材料ほど接合温度が低くなります。接合し易くなります。下記の図は、SUS304ステンレス鋼棒同士を拡散接合した際の、継手の引張強さと接合温度との関係を示しています。As Receivedと記載の試験片は接合面を旋盤加工した際の結果です。この試験片の継手強さが最も高いです。この旋盤加工材を真空中で焼きなまし処理したAnnealedと記載した試験片では、接合し難くなります。この試験片の接合面をブラストピーニング(B.P.),ウォータージェットピーニング処理(W.J.P)処理して、接合面を再加工して歪みを与えると、また接合し易くなります。接合面に加工歪みがありますと、接合界面での接合現象が促進される事が分かります。
SUS304ステンレス鋼棒同士を拡散接合した際の、接合面の加工処理の影響 戻る |
|
|
|