|
|
|
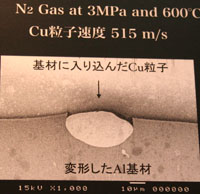
2010 国際ウェルディングショウー 2010国際ウェルディングショウーは、東京ビックサイトの東3、4ホール(4/21〜4/24)で開催され、多くの参加者で賑わっておりました。「溶接、切断、表面改質、非破壊検査技術の総合展」で、日本唯一の溶接・接合の専門展でもあります。 1. Cuフランジ付きAlパイプ(プラズマ技研工業) AlとCuの接合は、接合界面に脆い金属間化合物を形成して、拡散接合では困難です。AlとCuの接合のポイントは、化合物を形成しない低い温度での接合プロセスが重要となります。
Cuフランジ付きAlパイプ Al基板にめり込んだCu粒子 2. 加圧力フィードバック形精密抵抗溶接装置(ミヤチテクノス) 接合部を加圧しながら通電して加熱する接合法では、接合部の接触抵抗に起因するジュール熱で加熱されます。この接触抵抗を大きく左右する因子が、圧接時の加圧力です。通電すると接合材料が膨張するので、電極間の加圧力が増大することから、接触抵抗が減少します。接触抵抗の変動が接合部の品質の安定性のバラツキの原因ともなっていました。
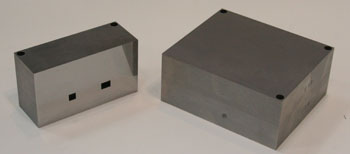
積層銅箔の抵抗溶接 3.拡散接合による超音波評価用対比試験片(昭和製作所) 非破壊試験で検出した欠陥は、人工的に設けた標準試験片での欠陥と比較して、有害さの度合いを判断します。
拡散接合による超音波評価用対比試験片(右)と切断試料(左) 4. 進化し続けるロー付技術(鑞付屋、エクセル眼鏡)眼鏡はロー付けで組み立てられています。各種チタン合金同士の接合の他、チタンと異種金属のロー付けなど、特に直径100μmのステンレス線とチタン線の鑞付けで、巧みの技を、顕微鏡を通して実感しました。このような「巧みの技を引き継ぐ若い人がいない」のが現状のようで、「ものつくり日本」を支える技能者不足の一面を感じた展示でありました。
黒いビロード上の直径100μmのステンレス線とチタン線のろう付け体
戻る |
|
|
|